|
|
 |
|
|
|
|
Уводни део: Методе израде делова без скидања честица су: ливење, ковање, пресовање, извлачење и заваривање. Методе израде делова скидањем честица су: стругање, глодање, рендисање, бушење, провлачење, брушење и др. За завршну обраду користе се и неконвенционални поступци обраде( електроерозивни, електрохемијски, ултразвучни, ласерски и др.) . Која ће се метода употребити зависи од више фактора.
Конструисање ливених делова Алати за ливење су скупи, па се ливењем израђују: делови сложеног облика, великих димензија и мање чврстоће у односу на челик. Делови већих димензија израђују се појединачно ливењем у песку. Делови мањих димензија израђују се од сивог лива, нодуларног или челичног лива (лију се у кокилама) а делови од лаких и обојених метала у алатима под притиском. Ливење се врши у великим серијама зато што је то веома скуп и сложен процес. При конструисању одливака треба водити рачуна о карактеристикама калупа, материјала и језгра. Степен скупљања је различит за различите материјале. Последице услед скупљања материјала при хлађењу могу бити усахлине, прскотине и деформације облика.
| H (mm) | До 25 | 25...50 | 50...100 | 100...200 | 200...500 | Преко 500 | | Нагиб | 1:10 | 1:!2 | 1:15 | 1:20 | 1:30 | 1:50 | | α | 5,5° | 4,5° | 4° | 3° | 2° | 1° |
одливци: а)лоше конструисани б)добро конструисани слика-1 /табела-1 / - Вађење одливака из калупа олакшано је предвиђеним нагибима( слика-1), величине нагиба, дате су у табели-1. Слика- 2, приказује да је пожељно да је већи део одливка у доњој половини калупа. Табела-2, даје препоручене вредности прелаза( радијуса), спојева зидова одливака и др. 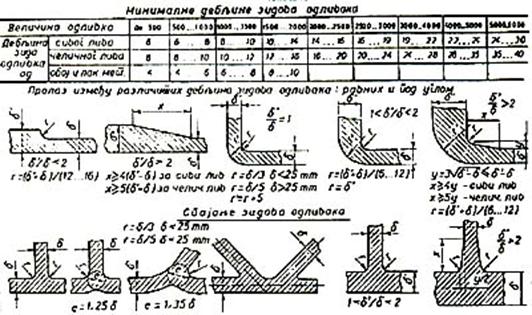
Табела- 2 При ливењу треба избегавати употребу језгра. Код делова који имају венац ( ременице, зупчаници, ободи спојница, замајци, фрикциони точкови и сл.) венац и главчину треба извести са што мањом масом, а ребро извести под нагибом. Није добро да површине за обраду леже укосо, јер је обрада тада много тежа, већ треба да леже у истој равни и нормалне једна на другу.(слика-3).
   Слика-3 слика-4 слика-5 Слика-4, места за рукавце( задебљаном делу треба дати довољан нагиб, нпр. 300). За израду калупа модел треба урадити са једном глатком површином( јевтиније је). Слика-5, ако се после ливења планира бушење рупе-предвидети потребан испуст или дебљи зид, да би се чеоним глодалом добила нормална површина Слика-6, међусобна блиска испупчења треба спојити( повољнија обрада , а модел јевтинији) - Слика-7, испусте с обе стране зида треба заменити једним испустом и једним упустом.
- Основни услов за добијање исправних одливака је што равномернија дебљина зидова одливака( скупљање одливака је при хлађењу равномерније) као и што једноставније конструкционо решење( јевтинија производња).   Слика-6 слика-7 При конструисању ливених делова води се рачуна о додацима за обраду( зависно од величине одливака и класе тачности). Код ливења у песку обично се предвиђају три класе: Класа- I, која се користи у серијској производњи, при машинском калуповању са металним моделима; Класа- II, у серијској производњи при машинском калуповању са дрвеним моделима; и Класа - III, при ручном калуповању са дрвеним моделима и у појединачној производњи; Ако се од одливка захтева већа јачина и жилавост користи се челични лив. Темперовани сиви лив- за мање делове( окове, ланце, кључеве, мале точкове и сл.). Црни темпер лив- за делове са променљивом дебљином( ободе, кочионе добоше, мењачке кутије, кућице редуктора и сл.) Алуминијумске и бакарне легуре за ливење( понекад и челични лив) лију се у кокилама и под притиском( ливење великог броја истих комада танких зидова – до 3mm).
ЗАКЉУЧНИ ДЕО: Које су методе израде делова? Које се методе користе за завршну обраду? Које грешке при хлађењу дела могу настати? Објаснити слике и табеле .
|
|
|
|
|
|
|
|
|



 Пројекат “Е-Знање Ужице“ изведен је под покровитељством Министарства просвете и спорта Републикe Србијe, финансиран од стране Европске Уније, као део иновационог фонда “ВЕТ Србија“.
Пројекат “Е-Знање Ужице“ изведен је под покровитељством Министарства просвете и спорта Републикe Србијe, финансиран од стране Европске Уније, као део иновационог фонда “ВЕТ Србија“.