УВОДНИ ДЕО:
Обновити толеранције и налегања.Величине одступања димензија многих машинских делова које нису толерисане на цртежу прописује се у виду одступања слободних мера.
СРЕДИШЊИ ДЕО: Табела- 1, дате вредности дозвољених одступања слободних мера за називне мере до 2000 mm. Табела-1.ТОЛЕРАНЦИЈЕ СЛОБОДНИХ ДУЖИНСКИХ МЕРА 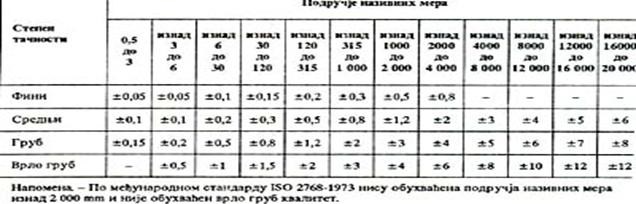
Табела- 2. дато је дозвољено одступање углова. Табела 2. ТОЛЕРАНЦИЈЕ СЛОБОДНИХ МЕРА ЗА УГЛОВЕ УПИСАНЕ У ЦРТЕЖ 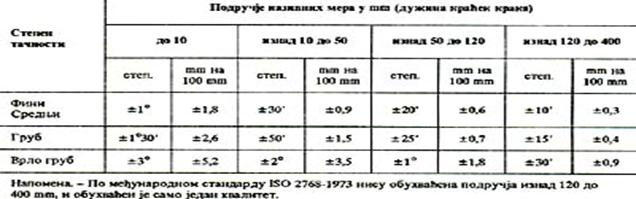
УТИЦАЈ ИЗРАДЕ НА СТВАРНЕ МЕРЕ, СТВАРНЕ ЗАЗОРE И СТВАРНЕ ПРЕКЛОПЕ
Стварна мера се утврђује мерењем. Према томе, она садржи и грешку при мерења.
Како се у току израде услови обраде мењају,јасно је да се и стварне мере мењају. При томе је битно да се стварна мера налази између горње и доње граничне мере да би мера била добра. Ако је број истих делова довољно велики, статистички је утврђено да је процентуално већи број мера у близини средње мере тј. у близини средине толеранцијског поља, а број мера које се приближавају горњој и доњој граничној мери смањује се доста нагло-приближно по Гаусовој кривој вероватноће (слика). 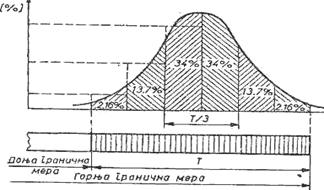
Треба имати у виду да радник за машином настоји да унутрашње мере буду ближе доњој, а спољашње горњој граничној мери како би шкарт био што мањи. Ово се односи на мере великог броја делова и на мере са уским толеранцијама, а да се при томе обрада изводи на конвенционалним машинама алаткама. Како се зазори, тј. преклопи остварују комбинацијама различитих основних мера, осовина и рупа, добија се највећи број налегања у близини средњег зазора( преклопа). Средњу вредност зазора( преклопа) треба узимати као основу за прорачун и анализу налегања, нарочито ако се пре склапања делови класирају.
Закључни део:
Поновити лекцију са посебним освртом на приказане табеле и Гаусову криву вероватноће. |



 Пројекат “Е-Знање Ужице“ изведен је под покровитељством Министарства просвете и спорта Републикe Србијe, финансиран од стране Европске Уније, као део иновационог фонда “ВЕТ Србија“.
Пројекат “Е-Знање Ужице“ изведен је под покровитељством Министарства просвете и спорта Републикe Србијe, финансиран од стране Европске Уније, као део иновационог фонда “ВЕТ Србија“.